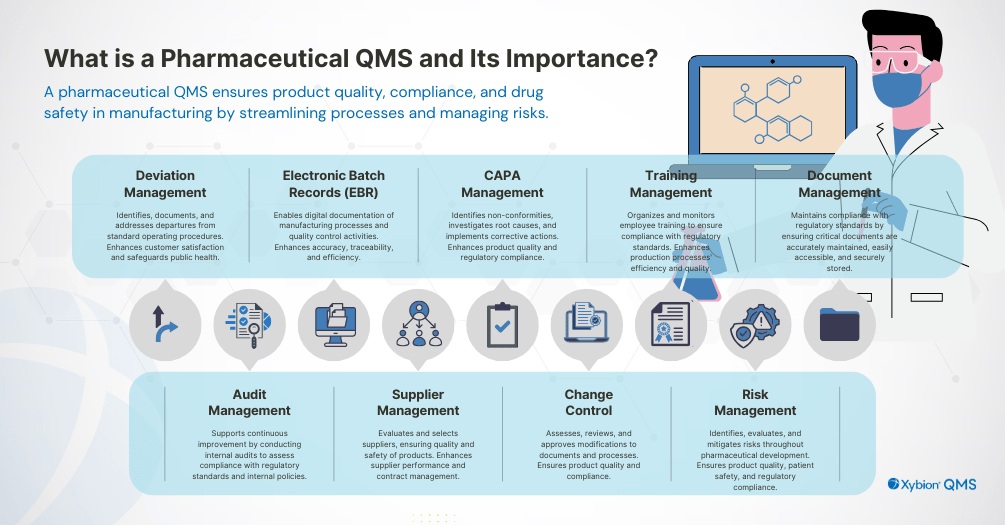
What is a Pharmaceutical QMS and Its Importance?
A pharmaceutical QMS ensures product quality, compliance, and drug safety in manufacturing by streamlining processes and managing risks. Read on to learn more.
A pharmaceutical QMS ensures product quality, compliance, and drug safety in manufacturing by streamlining processes and managing risks. Read on to learn more.
Home › What is a Pharmaceutical QMS and Its Importance?
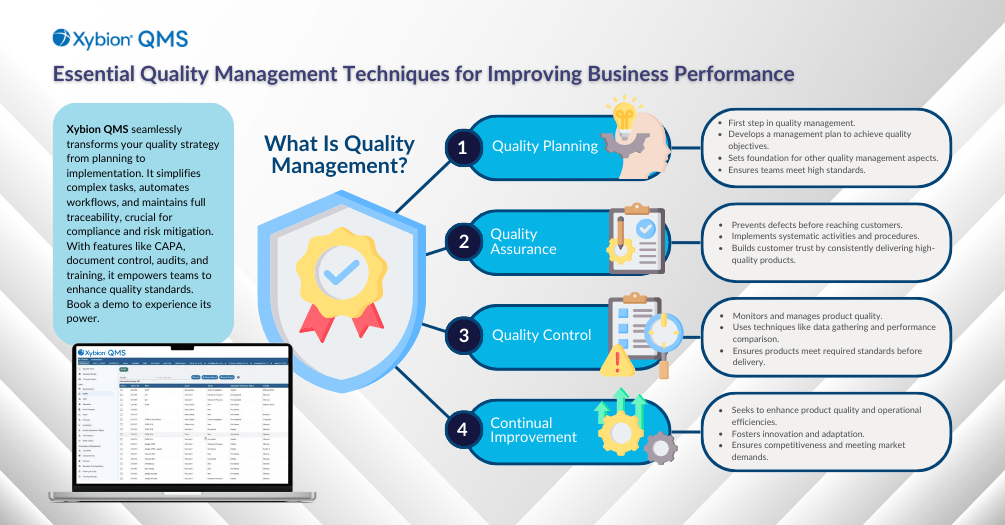
In the rapidly evolving pharmaceutical industry, maintaining the highest standards of quality is not just a regulatory obligation but a fundamental responsibility to ensure public safety and trust. A pharmaceutical quality management system (QMS) is the cornerstone for meeting these standards, enabling companies to consistently produce products that meet predefined criteria for efficacy, safety, and quality. Beyond regulatory compliance, a well-implemented QMS fosters continuous improvement and enhances customer satisfaction.
At the heart of a pharmaceutical QMS is the integration of key components such as document management, corrective and preventive actions (CAPA), and training management. These elements work together to create a structured framework that oversees every stage of production, from initial development to final distribution. Managing these processes efficiently often requires robust QMS software, which streamlines operations and boosts productivity.
The importance of a pharmaceutical QMS goes beyond compliance and operational efficiency. It plays a vital role in protecting patient safety—an essential priority for pharmaceutical companies. By enforcing strict quality controls and ensuring the reliability of every product released to the market, companies can minimize the risk of product recalls and adverse events, demonstrating their commitment to safeguarding public health.
This introduction sets the foundation for a deeper exploration of the components of a pharmaceutical QMS, its regulatory framework, the role of QMS software, and the many benefits it offers to pharmaceutical companies aiming for excellence in product quality and patient safety.
A pharmaceutical quality management system (QMS) is an organizational framework designed to ensure that pharmaceutical products are designed, produced, and controlled in a manner that meets the stringent requirements of the industry. It encompasses a wide array of procedures and controls, centered around regulatory requirements, to systematically manage and improve product quality. This comprehensive approach not only aims at meeting current standards but also anticipates future demands, ensuring that pharmaceutical companies remain agile and compliant.
The effectiveness of a pharmaceutical QMS is its ability to facilitate a culture of continuous improvement. Through mechanisms such as deviation management, CAPA management, and audit management, pharmaceutical companies can identify areas of non-compliance, implement corrective actions, and monitor the outcomes. This structured approach to quality management enables companies to assess the effectiveness of their processes, identify opportunities for enhancement, and mitigate risks before they escalate into more significant issues. Moreover, the integration of computerized systems, including pharmaceutical QMS software, plays an important role in the modern pharmaceutical industry. These systems streamline document management, training management, and other critical components, ensuring version control, document control, and the integrity of records and electronic signatures.
Compliance with regulations such as EU GMP Annex 11 and FDA 21 CFR Part 11, which set the standard for computer system validation, is essential, demonstrating the importance of these systems in maintaining regulatory compliance and ensuring the quality and safety of pharmaceutical products.
Pharmaceutical companies operate under a rigorous regulatory framework designed to ensure the safety, efficacy, and quality of drugs. These standards encompass a broad spectrum of requirements, from the process control and life cycle of pharmaceutical products to the specific regulations governing packaging materials. Adherence to these regulations is not merely a matter of legal compliance but a critical factor in maintaining product integrity and patient safety. The regulatory landscape requires pharmaceutical companies to implement robust quality management systems capable of ensuring compliance with all applicable regulations. This includes a comprehensive approach to risk management, ensuring that all aspects of pharmaceutical manufacturing, from the procurement of raw materials to the final product testing, are conducted under the strictest quality controls.
The global nature of the pharmaceutical industry also demands compliance with international regulatory standards. This necessitates a harmonized approach to quality management, ensuring that products can move seamlessly across borders without compromising on safety or efficacy. The intricate balance between meeting national and international regulatory requirements underscores the complexity of pharmaceutical manufacturing and the essential role of a quality management system in navigating this challenging environment.
ISO 9001:2015 sets the criteria for a quality management system and is one of the most widely recognized standards globally. It applies to organizations of all sizes and industries, including pharmaceutical companies. This standard focuses on meeting customer requirements and enhancing customer satisfaction through the effective application of the system, including processes for improvement and assurance of conformity to customer and applicable regulatory requirements. Its flexible framework allows pharmaceutical companies to adopt an efficient quality management system that supports their specific operational processes and objectives.
The International Council for Harmonization of Technical Requirements for Pharmaceuticals for Human Use (ICH) introduced ICH Q10 to establish a universal standard for pharmaceutical quality system (PQS) models. It aims to enhance product quality and innovation while ensuring compliance with ICH q10, thereby facilitating a more streamlined approach to regulatory submissions and inspections. By integrating quality management with risk management, ICH Q10 plays a pivotal role in aligning pharmaceutical companies with best practices and regulatory expectations globally.
Good Manufacturing Practices (GMP) are critical to ensuring the safety and quality of pharmaceutical products. GMP guidelines cover all aspects of production, from the starting materials to the facilities and equipment used. Compliance with GMP standards is a fundamental requirement for pharmaceutical companies, providing a framework for producing safe and effective medications by minimizing the risks inherent in pharmaceutical production.
21 CFR Part 11 establishes FDA regulations for electronic records and signatures, ensuring data integrity, security, and traceability in regulated industries. A QMS software can help companies comply by automating documentation, providing secure access controls, and audit trails, and ensuring electronic records meet the required standards for compliance.
Pharmaceutical QMS software represents a cornerstone for managing the complex set of processes within the pharmaceutical industry. This type of software provides a structured system that integrates accepted standards and best practices for quality management, facilitating compliance with regulatory requirements such as 21 CFR Part 11, which pertains to electronic records and signatures. The capabilities of pharmaceutical quality management software extend to streamlining business processes, identifying and addressing potential quality issues, and ensuring GMP compliance.
The adoption of pharmaceutical QMS software enables companies to maintain a high standard for quality management throughout the product’s life cycle. By offering tools for document management, CAPA management, and audit trails, this software ensures that pharmaceutical companies can effectively manage their operations, from raw material procurement to final product distribution. The target market for these software solutions includes all segments of the pharmaceutical industry that seek to enhance their quality systems and ensure regulatory compliance.
Implementing pharmaceutical QMS software facilitates a more efficient and effective quality management process. It allows companies to set a standard for quality management that aligns with both regulatory expectations and business objectives. Using a structured system, pharmaceutical companies can better manage the complexities of the regulatory environment, ensuring that they remain compliant while also streamlining their operations and enhancing overall productivity.
Deviation management is a critical component of pharmaceutical QMS software, focusing on identifying, documenting, and addressing departures from standard operating procedures or regulatory requirements. This process is integral to maintaining GMP compliance and ensuring product quality. Effective deviation management involves thorough document management, rigorous training management, and systematic CAPA management. By addressing deviations proactively, pharmaceutical companies can prevent minor issues from escalating into major compliance risks, thereby enhancing customer satisfaction and safeguarding public health.
Audit management processes are essential for pharmaceutical companies to conduct internal audits that assess compliance with regulatory standards and internal policies. Effective audit management supports continuous improvement by identifying areas for enhancement and ensuring that corrective actions are implemented. This process is facilitated by pharmaceutical QMS software, which provides the tools necessary to manage audits efficiently, from planning and scheduling to execution and follow-up, thereby reinforcing the company’s commitment to quality and compliance.
Electronic Batch Records (EBR) is a fundamental feature of pharmaceutical QMS software, enabling the digital documentation of manufacturing processes and quality control activities. EBR systems replace traditional paper records, offering enhanced accuracy, traceability, and efficiency. The adoption of electronic records ensures compliance with regulatory requirements for data storage and management, facilitating quicker review and approval processes, and significantly reducing the risk of errors associated with manual record-keeping.
Effective supplier management is crucial for pharmaceutical companies to ensure the quality and safety of their products. This process involves evaluating and selecting suppliers of raw materials, packaging materials, and other critical inputs to the manufacturing process. Pharmaceutical QMS software enhances supplier management capabilities by providing tools for assessing supplier performance, managing contracts, and ensuring that supplied materials meet specified quality standards. This ensures the integrity of the supply chain and contributes to the overall quality of the pharmaceutical products.
CAPA management, or the management of corrective and preventive actions, is a central element of a pharmaceutical quality management system. It involves the identification of non-conformities, the investigation to determine root causes, and the implementation of corrective actions to prevent recurrence. Pharmaceutical QMS software plays a vital role in CAPA management by streamlining the documentation, investigation, and resolution processes, thereby enhancing the company’s ability to maintain high standards of product quality and regulatory compliance.
In pharmaceutical companies, change control is a critical component of pharmaceutical development, ensuring that any modifications to documents and processes are assessed, reviewed, and approved before implementation. This systematic approach helps maintain product quality and compliance, minimizing risks associated with changes. By rigorously documenting and managing changes, pharmaceutical companies can ensure that their products consistently meet industry standards and regulatory requirements.
Ongoing training and development are fundamental in pharmaceutical companies to ensure that all personnel are equipped with the latest knowledge and skills. Training management systems help organize and monitor employee training, ensuring that training records are up-to-date and compliant with regulatory standards. This not only supports regulatory compliance but also enhances the overall efficiency and quality of pharmaceutical production processes.
Risk management is an integral part of a pharmaceutical quality management system, focusing on identifying, evaluating, and mitigating risks throughout pharmaceutical development. By implementing a proactive risk management approach, companies can prevent potential issues that could affect product quality, patient safety, and regulatory compliance. This strategic process ensures that risks are systematically managed and controlled across all stages of product development and manufacturing.
For pharmaceutical companies, efficient document management is crucial for maintaining compliance with regulatory standards such as audit management and deviation management. Effective document management systems help ensure that all critical documents are accurately maintained, easily accessible, and securely stored. This facilitates smoother audits, quicker resolution of deviations, and supports overall regulatory compliance, which is essential for maintaining market authorization and patient trust.
Quality management system (QMS) software represents a cornerstone for pharmaceutical companies in their quest to adhere to regulatory standards and improve product quality. By integrating control processes into every aspect of pharmaceutical development and manufacturing, QMS software facilitates compliance with regulatory authorities and supports compliance with ISO standards. This centralized system enhances visibility and control over the entire supply chain, ensuring that all processes meet the stringent requirements set by industry and regulatory bodies.
Furthermore, the adoption of QMS software by pharmaceutical companies streamlines batch release and reinforces regulatory compliance across all stages of the product life cycle. This ensures the highest standards of product quality and significantly reduces the risk of non-compliance. The software’s ability to provide real-time data and analytics helps in making informed decisions, optimizing operations, and maintaining a competitive edge in the pharmaceutical industry.
Lastly, QMS software plays an essential role in enhancing communication and collaboration between different departments within pharmaceutical companies. Providing a centralized platform for information sharing enables teams to work more efficiently and ensures that all employees are aligned with the company’s quality objectives. This collaborative environment is essential for driving continuous improvement and achieving excellence in pharmaceutical development and manufacturing.
Pharmaceutical companies leveraging QMS software can foster an ongoing improvement process that aligns with customer expectations and internal efficiency goals. This iterative process encourages constant evaluation and enhancement of operations, ensuring that companies not only meet but exceed regulatory standards and customer demands. The focus on continuous improvement drives operational excellence and competitive advantage in the pharmaceutical industry.
Identifying and addressing areas for improvement is crucial for effective risk mitigation and management. QMS software provides pharmaceutical companies with the tools to systematically analyze processes, identify potential risks, and implement preventive measures. This proactive approach to risk management not only ensures patient safety and product quality but also minimizes financial and reputational risks associated with non-compliance.
Ensuring patient safety is at the heart of pharmaceutical development and manufacturing. QMS software plays a pivotal role in maintaining high safety standards by facilitating rigorous testing, monitoring, and control of manufacturing processes. This ensures that pharmaceutical products are safe, effective, and of the highest quality, ultimately safeguarding patient health and well-being.
QMS software enables pharmaceutical companies to capitalize on opportunities for improvement and streamline deviation management, which are crucial for advancing pharmaceutical development. By systematically managing deviations and continuously seeking quality enhancements, companies can produce superior products that meet stringent regulatory standards, ensuring customer satisfaction and trust.
Pharmaceutical manufacturers must navigate complex regulatory landscapes, and QMS software is instrumental in ensuring compliance throughout the product life cycle. From process control to meeting the standards set by regulatory agencies such as 21 CFR Part 210, QMS software equips companies with the tools to streamline operations. This includes maintaining detailed records, ensuring the competence of personnel, and facilitating communication with regulatory bodies, thereby simplifying the compliance process and supporting market success.
In the highly regulated pharmaceutical industry, maintaining product quality, safety, and compliance is paramount. A robust quality management system (QMS) is essential for meeting regulatory standards and ensuring continuous improvement throughout the product lifecycle.
Implementing a pharmaceutical QMS, particularly one that leverages the capabilities of Xybion QMS, is essential for ensuring product quality, safety, and regulatory compliance. Despite resource constraints, the benefits of streamlined operations, improved efficiency, and enhanced customer satisfaction are compelling reasons for companies to invest in these systems.
As regulatory requirements evolve and the pharmaceutical industry advances, the importance of a robust QMS will only grow, highlighting the urgent need for continuous improvement and adaptation in quality management practices. Xybion QMS offers a comprehensive solution that integrates key quality management functions such as CAPA (Corrective and Preventive Actions), document control, audit management, and risk management, streamlining processes to enhance operational efficiency. By incorporating electronic records, electronic signatures, and lifecycle management, Xybion helps pharmaceutical companies maintain compliance with global standards while optimizing quality control processes.
As companies adopt pharmaceutical QMS software like Xybion, which supports compliance with ISO standards and facilitates the management of electronic records and signatures, the industry will see higher levels of regulatory compliance and enhanced internal efficiency and customer satisfaction. To stay competitive in the rapidly advancing pharmaceutical landscape, book a demo to explore how Xybion QMS can transform quality management processes and drive better outcomes for your organization.
We use cookies to improve your experience. By continuing to use our site, you accept our use of cookies. Privacy Policy and Terms of Use.
Cookie SettingsAccept